









中卫翅片管,大棚翅片管
高频焊翅片管是在钢管上绕钢带,边缠绕边用高频电流焊接而成。它的优点是成本低。在散热器常用材料中,钢带应该是便宜的材料。它的缺点是:1)高频焊消耗电能高,号称电老虎。2)一般达不到满焊,接触热阻大。3)受工艺限制,片高一般不大于15毫米,片距较大,因而散热面积不够大,热效率不算高。4)钢管和钢带易生锈,当供暖管道采用塑料管时,散热器的水道还用钢管,相形见绌。有些生产者已意识到这是一个过度性产品。
高频焊翅片管,无缝翅片管,钢制翅片管对流散热器,铜铝复合散热器,钢制柱型散热器、钢铝复合暖气片,燃气壁挂炉等等。高频焊螺旋翅片管广泛用于石化,机械,冶金,橡胶,印染。食品,电厂,客车,烘干及其他工业中取暖与散热,为什么选择翅片管暖气片,是理想的换热原件。特别是GRD铜制翅片散热器广泛用于写字楼,住宅楼,翅片管暖气片,宾馆,厂房等公民建筑,具有良好的取暖效果,是传统铸铁,板式暖气片的取代产品。
高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为。
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。
三辊斜轧整体型螺旋翅片管其制造原理为:在光管内衬一芯棒,经轧辊刀片的转动 推动,无缝钢管通过轧槽与芯头组成的孔腔在其外观面上加工出翅片。这种方式生产出的翅片管因基管与外翅片是一个有机的整体,因此不存在接触热阻损耗的问题,具有相当高的传热效率。三辊斜轧法与焊接法相比,该生产线具有,原料耗用低,且生产的翅片管换热率高等明显优势。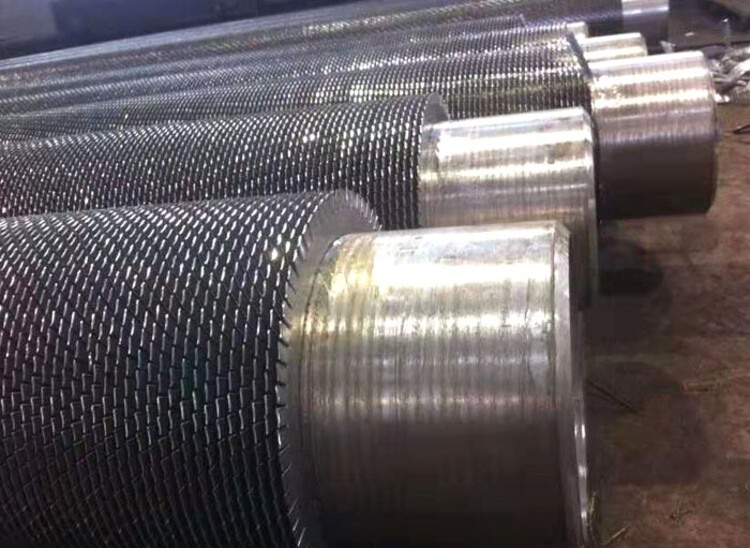
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。