关键词 |
新款机床钣金,机床钣金租赁,机床钣金价格,全新机床钣金 |
面向地区 |
防护部位 |
导轨 |
|
是否库存 |
是 |
是否批发 |
是 |
适用机床: 数控机床、电子设备、石材机械、玻璃机械、注塑机等.规格说明:按照客户图纸或具体规格尺寸制造.本产品型号、外形、颜色、等以机床铸件配套为准量身定做,表面处理:喷塑、喷漆等。
1、功能
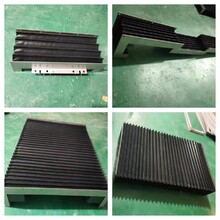
机床外防护主要起到安全、联通机电、环保,既要防护加工过程中的飞溅、走线、元件安装,又防水、铁屑的收集等。
2、强度
主要包含:自身的重量、水屑的重量,安装、维修位置的承载能力,运动部位的框架强度,运输、反复安装的变形等。
3、加工
加工设备的加工条件,板料等的加工特性,人工操作的难点盲点易错点,机床外防护的尺寸的检验方法等。
4、布局及人机的操作要求
使用的时候涉及功能部件的摆放涉及,如出屑口位置的设计,考虑小车进出的方便与否;操作区域是否有利于加工中的进行等要素。
5、安装及售后
机床外防护制造设计要走线简明,安装的时候要省时省力,互换性强;包装发货比较的方便,而且要比较的节省物流空间。
外防护是相对于机床内防护来说的,机床外防护是用来保护机床外部的,当工人路过机床时,因为机床的高速运转难免会带进很多的灰尘、杂物,有了机床外防护罩的保护后,机床会非常干净,以至于增加机床的使用寿命。
1.机床外观表面不应有图样未规定的凸起、凹陷、粗糙不平和其他损伤;
2.机床的防护罩应平整,匀称不应翘曲、凹陷;
3.机床零部件外露结合面的边缘应整齐、匀称,不应有明显的错位,错位量不得超过2㎜,不匀称量不得超过1㎜;
4.机床的门、盖与机床的结合面应贴合,贴合缝隙值不得大于1.5㎜,缝隙不均匀值不得大于1㎜;
5.外露的焊缝应修整平直均匀;
6.装入沉孔的螺钉不应高出于零件表面,其头部与沉孔之间不应有明显的偏心,定位销一般应略高出于零件表面,螺栓尾端应高出于螺母端面1~3螺距。
7.机床外露零件表面不应有磕碰、锈蚀,螺钉、铆钉、销的端部不应有扭伤、锤伤等缺陷;
8.镀件、发黑件色调应一致,防护层不得有褪色、脱落现象;
9.电气、液压、润滑和冷却等管道的外露部分应布置紧凑,排列整齐,要用管夹固定,管子不应产生扭曲,折叠现象;
10.机床零件未加工的表面都应涂以黄色油漆;
11.机床上的各种标牌应清晰,固定位置要正确,平整牢固,不歪斜,不能遗漏。
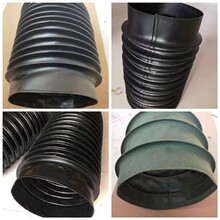
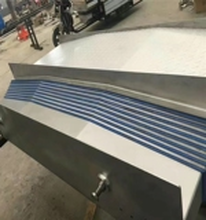
防护罩是能够严防灰尘及切屑、硬沙粒等进入轨道,减少硬质颗粒状的异物对滑动轨面的损伤,能够减少导轨因操作变形对加工精度的影响,保持机床加工精度。
机床防护外壳加工是机床防护外壳制品成形的重要工序,也是机床防护外壳技能人员需求把握的关键技能,它不只包含传统的切开下料、弯压成形等工艺参数。并且包含各种冷冲压模具结构及工艺参数,而数控复合出产线正是机床防护外壳加工开展的新趋势,数控复合出产线是真正的完成了无人留守的加工出产线,是由数控冲床、上下料体系、数控剪版以及板材仓库所组成的柔性加工出产线。其主动上料体系是经过吸盘把仓库板材吸到数控冲床上并把板材主动定位,经过电子感应器操控的,不只感应敏捷、正确并且下降了出产本钱。别的,整张板材在加工进程编程加工一次性完成,有用的省去了下料的工艺进程,从而节省了资料并且有用的提高了出产效率。
钣金件就是钣金工艺加工出来的产品,我们生活到处都离不开钣金件。钣金件是通过灯丝电源绕组、 激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割、精密焊接来制作的。
钣金件具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在 电脑机箱、手机、MP3中,钣金件是的组成部分。
随着钣金的应用越来越广泛,钣金件的设计变成了 产品开发过程中很重要的一环,机械工程师熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
现代钣金工艺包括:是灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割等。
| 主营行业:机床附件 |
| 公司主营:防护罩,机床附件,拖链,排屑机 |
| 主营地区:全国和国外 |
| 企业类型:有限责任公司 |
| 注册资金:人民币1000000万 |
| 公司成立时间:2018-12-13 |
| 员工人数:51 - 100 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2018-01-01 至 2031-01-01 |
| 最近年检时间:2021年 |
| 登记机关:乐陵市市场监督管理局 |
| 经营范围:机床附件加工、销售(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 是否提供OEM:否 |
| 公司邮编:253600 |
| 公司邮箱:1598805734@qq.com |