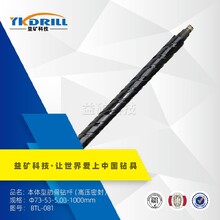
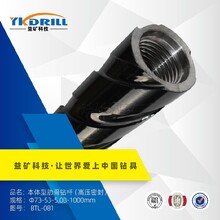
加工定制 是产地山东别名 金刚石复合片钻头品牌 益矿钻采用途 煤矿钻探联系人郭经理
生产工艺:精铸、精锻和中碳合金钢切削加工等
结构 :整体型应用领域:广泛应用于煤矿、石膏矿等软岩的钻孔、扩孔作业。
硬质合金钻头是由一根完整的硬质合金棒材,利用CNC磨床加工而成。硬质合金钻头的通用兴广,具有高强度、高硬度性能、切削速度快、耐磨损,红硬性好的特点,适合加工各种材质的零部件。硬质合金钻头按冷却结构可分为无冷却孔及有冷却孔两种类型。其主要特点及用途为:

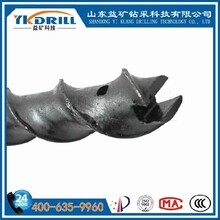
硬质合金钻头是怎么组成的
硬质合金钻头可改换硬质合金齿冠钻头是新一代钻削。
它由钢制钻体和可改换的整体硬质合金齿冠组合而成,与焊接式硬质合金钻头对比,其加工精度八两半斤,但因为齿冠可改换,是以可降低加工成本,提高钻削出产率。
硬质合金钻头可获得切确的孔径尺寸增量并具有自定心功能,是以孔径加工精度很高。

钨钢钻头使用的时候,应该需要注意些什么?
1.选择正确的机床
硬质合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应刀尖跳动TIR<0.02。而摇臂钻,万用铣等机床由于功率较小,主轴精度差,容易导致硬质合金钻头的早期崩损,应尽量避免。
2.选择正确的刀柄
弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但由于快换钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。
3.正确的冷却
(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀工具的夹角。
(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
4.切屑的处理
用钨钢钻头加工时,并不希望切屑连成一长条排出。特别是在加工韧性比较强的材料时,切屑过长会发生切屑堵塞,从而损坏刀工具。在这种情况下一般是停止进给,将切屑清除后再继续加工,这种方式称为阶段式进给。
5.钻头直径和开孔的深度
标准的开孔深度大为钻头直径的5倍,如果是刀柄上钎焊钨钢刀片的类型,深度可以达到钨钢钻头直径的7-8倍,当然那种情况下对切屑的处理很重要。
6.导向套筒的使用
当工作表面不平坦时,为了防止刀尖抖动而导致切削刃损坏,尽可能使用导向套筒,以便使钨钢钻头能以直线切入加工材料。
7.孔径、孔深以及工具选定的大致标准
在孔径为20mm,孔深为12mm时可采用麻花钻,孔深为15mm时采用长钻头。