关键词 |
福建五金冲压件加工,河南生产五金冲压件,重庆不锈钢五金冲压件,山西铝板五金冲压件 |
面向地区 |
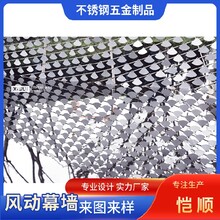
五金弹片冲压的优点:
1、冲压模具,因为确保尺寸和形状紧密五金冲压件,一样平常不损坏五金弹片冲压件的外面质量和模具的利用寿命长,以是冲压件质量稳定,互换性好。
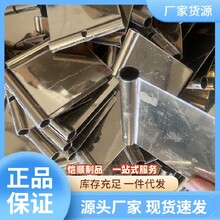
2、五金弹片冲压一样平常没有切屑天生,质料损耗少,并没有其他取暖和设置装备摆设,这是一种省料,节能加工,冲压低本钱的零部件。
3、五金弹片冲压件加工尺寸规模是大的,庞大外形的零件,如一个小时钟秒表,到汽车纵梁,笼罩件,再加之冲压材料的冷变形硬化效应,冲压有很大的强度和刚度。
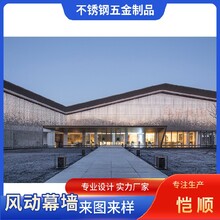
4、五金弹片冲压生产,且操纵便利,轻易实现机械化和自动化。这是由于冲压模具及冲压装备是依赖完成处置惩罚,一样平常按每分钟笔划数达几十次,每分钟的高压可达数百乃至数千次,每一次冲压中风大概获得一个冲压。
如今经济环境不好,各行各业都是比较困难。加工行业也是遇到了不小的阻力,但是要想不断的发展就要走好每一步。实现五金冲压件的可持续发展,对于五金冲压行业来说,需要知道应该如何去改变、去适应市场的发展。1、五金冲压件加工企业在发展的过程中,要始终把技术发展放在位。把握住市场的发展动向,培养一批技术人才,提高冲压加工和模具制造的技术,把五金冲压件的方向朝着汽车、航空、手机、电脑、电子等比较规模实力大的方向发展。这就是人们日常说的大树底下好乘凉的意思。只有把握住市场的动向才能不断扩大自己在五金冲压行业内的市场份额。
2、树立自来的市场场,五金冲压件虽小但是也要建立自。有时候并不一定要求工厂规模多大,但是一定要正规。各个工序都有严格的管理规定,一定不能像是一盘散沙!3、虚心学习。俗话说活到老学到老。五金冲压件加工行业也是一样的,自己的实力和精力永远时有限的。只有不断的学习才能进步,学习别人的长处拟补自己的不足。除此之外,虽然说五金冲压件不属于服务业,但是也一定要做好售前和售后服务,为了值钱不再时产品而是服务。
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。
⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
五金冲压件加工是目前应用广泛的加工方式,在五金冲压加工过程中,涉及到拉深、切边、冲孔、翻边、翻孔等多种工艺,制作工程比较复杂,难免会出现一些问题。那么五金冲压件的常见问题有哪些呢?下面丰和机械配件厂小编就为大家整理介绍。
1、毛刺,主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺。
2、粘合、刮痕,由于材料与凸模或凹模摩擦而在五金冲压件或者模具表面出现的不良。
3、凸凹,开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹。
4、冲孔尺寸偏大或偏小以及与凸模尺寸相差较大。
5、线偏移,制件成形时,与模具接触的部位被挤压并形成了一条线。
6、曲折,由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变。
7、五金冲压件加工对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大,而减轻强压时,冲孔尺寸会趋小。
冲压工艺大致可分为分离工序和成形工序(又分弯曲、拉深、成形)两大类。分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。
按照冲压时的温度情况有冷冲压和热冲压两种方式。这取决于材料的强度、塑性、厚度、变形程度以及设备能力等,同时应考虑材料的原始热处理状态和终使用条件。
1.冷冲压金属在常温下的加工,一般适用于厚度小于4mm的坯料。优点为不需加热、无氧化皮,表面质量好,操作方便,费用较低。缺点是有加工硬化现象,严重时使金属失去进一步变形能力。冷冲压要求坯料的厚度均匀且波动范围小,表面光洁、、无划伤等。
2.热冲压将金属加热到一定的温度范围的冲压加工方法。优点为可消除内应力,避免加工硬化,增加材料的塑性,降低变形抗力,减少设备的动力消耗。(来源:中国机械网)
3.冲压基本工艺冲压的主要基本工序有落料、冲孔、弯曲和拉深。
(1)落料和冲孔落料和冲孔是使坯料分离的工序,如下图3-21所示。
落料和冲孔的过程完全一样,只是用途不同。落料时,被分离的部分是成品,剩下的周边是废料;冲孔则是为了获得孔,被冲孔的板料是成品,而被分离部分是废料。落料和冲孔统称为冲裁。冲裁模的冲头和凹模都具有锋利的刃口,在冲头和凹模之间有相当于板厚5%-10%的间隙,以切口整齐而少毛刺。
(2)弯曲弯曲就是使工件获得各种不同形状的弯角。弯曲模上使工件弯曲的工作部分要有适当的圆角半径r,以避免工件弯曲时开裂,如图3-22所示。
(3)拉深:拉深是将平板坯料制成杯形或盒形件的加工过程。拉深模的冲头和凹模边缘应做成圆角以避免工件被拉裂。冲头与凹模之间要有比板料厚度稍大一点的间隙(一般为板厚的1.1-1.2倍),以便减少摩擦力。为了防止褶皱,坯料边缘需用压板(压边圈)压紧,如图3-23所示。产品的实际拉深过程会产生拉裂的缺陷,请看
板料冲压是利用冲模使板料产生分离或变形的加 工方法。因多数情况下板料无须加热,故亦称冷冲压,又简称冷冲或冲压。
常用的板材为低碳钢、不锈钢、铝、铜及其合金等,它们塑性高,变形抗力低,适合于冷冲压加工。
板料冲压易实现机械化和自动化,生产;冲压件尺寸,互换性好;表面光洁,无需机械加工;广泛用于汽车、电器、仪表和航空等制造业中。
3.2.1冲床结构及其工作原理
冲床有很多种类型,常用的开式冲床如图3-16所示。电动机4通过三角皮带10带动大飞轮9转动,当踩下踏板12后,离合器8使大飞轮与曲轴相连而旋转,再经连杆5使滑块11沿导轨2做上下往复运动,进行冲压加工。当松开踏板时,离合器脱开,制动器6立即制止曲轴转动,使滑块停止在高位置上。
广州本地五金冲压件加工热销信息