关键词 |
柳州碳钢螺旋钢管,螺旋钢管,柳州螺旋钢管,螺旋钢管生产加工 |
面向地区 |
产地 |
广东广州 |
|
用途 |
自来水管 |
载荷 |
公称载荷 |
颜色 |
黑色 |
材质 |
Q235B |
螺旋钢管生产工艺:
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;
4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;
5、采用外控或内控辊式成型;
6、采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;
9、采用空气等离子切割机将钢管切成单根;
10、切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;
11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋钢管的生锈处理方法:
螺旋钢管生锈后主要使用钢丝刷等工具对钢材表面进行打磨,螺旋管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若螺旋管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
在传统应用的基础上又增添了新的应用,这样使得螺旋钢管的用处更加的丰硕,也同时降低了螺旋钢管的使用本钱。无线电频率感应器提供200伏特、50安培的电畅通流畅过螺旋钢管,通过感应作用加热实验样本。
螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。
螺旋管表面处理方法:
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施;
2、工具除锈:要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度;
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染;
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈要用于管子内外表处置,抛丸(砂)除锈要用于管子表面面处置。
广西南宁沧海钢材有限公司是从事3pe防腐钢管,3pe防腐螺旋管,3pe防腐无缝管,3pe防腐弯头,3pe防腐弯管大弯,3pe防腐三通四通,2pe防腐钢管,聚乙烯防腐钢管,ipn8710防腐钢管,ipn8710防腐无缝管,IPN8710防腐螺旋管,环氧煤沥青防腐钢管,3pe增强级防腐钢管,单层环氧粉末防腐钢管,双层环氧粉末防腐钢管,环氧粉末防腐钢管,3PP防腐钢管,2PP防腐钢管,水泥砂浆衬里防腐钢管,水泥砂浆衬里防腐螺旋钢管,产品的研发、设计、生产及销售为一体的大型生产厂家,批发制造商,供应商。价格合理,报价及时。
输水钢管通过离心机或管道喷涂机在钢管内壁形成8~16 mm的水泥涂层,主要作用的保护水质.管径范围是Φ159~Φ2220,厚度可根据客户要求订做
钢管混凝土柱的零件较少,焊缝少,构造简单,柱脚常采用在棍凝土基础上预留杯口的插人式柱脚,因而工厂制造比较简单,同时构件自重较小,运输和吊装也较易,施工很简便,而且钢管馄凝土柱采用板材卷制,板材厚度都不大,一般在40m以内,无论工厂焊接和现场进行对接,都没有什么困难。同时,与钥筋混凝土柱相比,钢管混凝土柱的外皮钢管具有钢筋的功能,兼有纵向钢筋和横向箍筋的作用,所以管内没钢筋,省了钢筋下料和绑扎钢筋等一系列工艺,又由于柱外皮钢管本身就是耐侧压的模板,同时也省了支模和拆模等工序。
近年来,泵送砖相当普遍,现场浇灌并无困难,我国创造并广泛使用的高位抛落不振捣混凝土的施工方法,更简化了现场灌混凝土的工序,简便了施工。也有在管柱下部开临时浇灌孔,用混凝土泵自下而上灌注混凝土的方法,既快,又浇灌质量。而且,在浇筑后,钢管内处于相当稳定的湿度条件,水分不易蒸发,省去浇水养护工序,简化了混凝土的养护工艺。
防腐螺旋钢管厂家在冶炼控制严格的情况下,防腐螺旋钢管有可能出现分层缺陷,其控制措施为:
1、提高防腐螺旋钢管管坯的塑韧性 提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而管坯和成品管材的组织和力学性能满足技术标准要求;
2、防腐螺旋钢管厂家合理控制加热温度 通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高塑韧性;
3、防腐螺旋钢管厂家降低轧辊转速 轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和毛管容易形成分层缺陷。为了消除管坯和毛管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。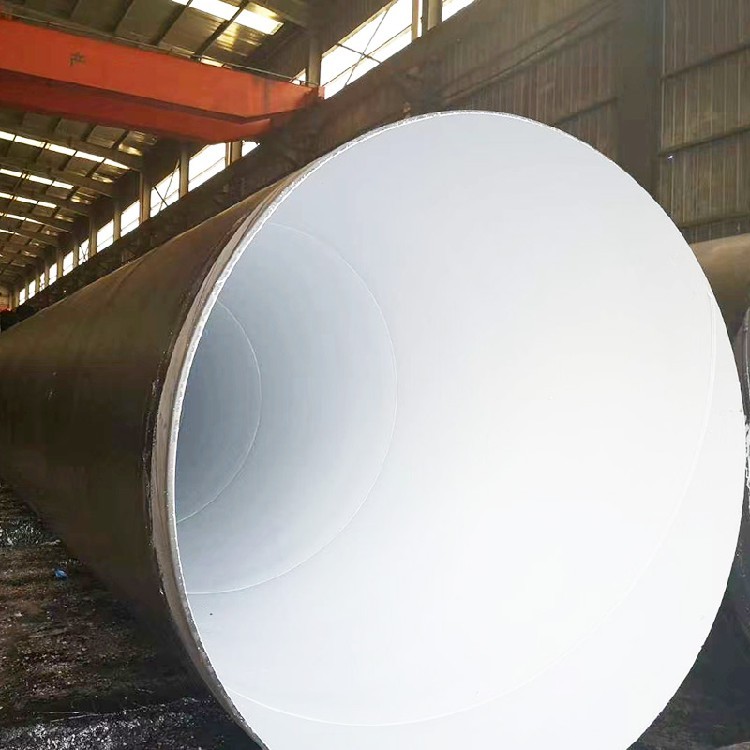
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,在每道油漆涂刷前清洁表面,以表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的体系使工程质量得到控制。

我们产品有/螺旋钢管直径范围φ219-φ3420壁厚范围6mm-30mm和大口径直缝钢管(厚壁直缝卷管)【壁厚可达到70mm】卷管直径可根据客户订做。
生产材质2420、Q235、Q345、10#钢、20#钢、16Mn、L245、L290、L360、X42-X70钢级我们产品标准SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准生产材质,我们产品应用于及销售范围、天然气、石油、化工、电力、热力、供排水、制糖、造纸业等输送管线和打桩,钢结构等行业广西云南贵州广东各地及东南亚马来西亚,越南,泰国,缅甸,新加坡等国家本厂以质量、顾客至上为宗旨,坚持诚信服务于每一个客户。
企业概述
广西南宁沧海钢材有限公司在南宁市银海大道1072号,占地30亩,紧靠325国道和南宁市环城高速,交通运输方便,位于广西省会南宁、钦州、北海、防城港之间,具有依城靠岸,附路临舟的有利地理环境。
宗旨:服务三保:质量、时间、数量。 服务宗旨:雄厚的实力、的产品、低廉的价格、的服务。 郑重承诺:以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。
广州本地螺旋钢管热销信息